




Noticias
 Hogar / Noticias / Noticias de la industria / Tecnología de procesamiento de forjado en caliente: proceso, ventajas y aplicaciones
Hogar / Noticias / Noticias de la industria / Tecnología de procesamiento de forjado en caliente: proceso, ventajas y aplicaciones Tecnología de procesamiento de forjado en caliente: proceso, ventajas y aplicaciones
 2026.03.27
2026.03.27
 Noticias de la industria
Noticias de la industria
¿Qué es la forja en caliente y por qué es importante?
La forja en caliente es un proceso de formación de metales en el que una palanquilla de metal se calienta por encima de su temperatura de recristalización y luego se le da forma bajo una gran fuerza de compresión utilizando matrices. La temperatura elevada reduce el límite elástico del metal, lo que permite formar formas complejas con un menor tonelaje de prensa y al mismo tiempo mejorar las propiedades mecánicas del material. A diferencia de la fundición o el mecanizado a partir de barras, la forja en caliente refina la estructura del grano del metal, lo que da como resultado piezas más fuertes, más duras y más resistentes a la fatiga.
Este proceso es la piedra angular de la fabricación industrial moderna. Desde componentes de transmisiones automotrices hasta equipos de construcción pesados y sistemas de control de fluidos, la forja en caliente ofrece la combinación de precisión dimensional, integridad estructural y eficiencia de materiales que requieren las aplicaciones exigentes. Comprender los fundamentos de la tecnología de procesamiento de forjado en caliente ayuda a los ingenieros y profesionales de adquisiciones a tomar mejores decisiones al seleccionar métodos de fabricación para componentes críticos.
El proceso de forja en caliente: paso a paso
Un ciclo completo de producción de forjado en caliente implica varias etapas estrictamente controladas. Cada paso influye directamente en la precisión dimensional, la calidad de la superficie y el rendimiento mecánico de la pieza final.
Preparación y calentamiento de palanquilla
La materia prima se corta primero al peso preciso mediante aserrado o cizallamiento. Luego, el tocho se calienta en un horno de inducción o en un horno de gas hasta el rango óptimo de temperatura de forjado, generalmente entre 950°C y 1250°C para aceros al carbono y aleados , dependiendo de la composición de la aleación. La distribución uniforme de la temperatura en toda la sección transversal de la palanquilla es fundamental; El calentamiento desigual puede causar tensión interna, grietas en la superficie o flujo de grano inconsistente en la pieza terminada.
Diseño de troqueles y herramientas
El troquel es el corazón de cualquier operación de forjado en caliente. Los troqueles están mecanizados con precisión a partir de acero para herramientas de alta aleación y se someten a un tratamiento térmico para resistir los ciclos térmicos extremos y el impacto mecánico de la producción. Los troqueles de impresión múltiple guían el tocho a través de una secuencia de cavidades de preformado, bloqueo y acabado, dando forma progresivamente al metal y controlando la formación de rebabas. El diseño adecuado del troquel determina el flujo de material, la ubicación de la línea de separación, los ángulos de salida y la cantidad de exceso de rebaba producida.
Forja y eliminación de rebabas
El tocho calentado se coloca en la matriz y se golpea o presiona con fuerza controlada, que generalmente oscila entre unos pocos cientos y varios miles de toneladas, según la geometría y el material de la pieza. El metal fluye para llenar la cavidad del troquel y el exceso de material se expulsa en forma de rebaba alrededor de la línea de separación. Posteriormente se elimina la rebaba en una prensa de recorte y la pieza pasa a la siguiente etapa.
Tratamiento térmico
El tratamiento térmico posterior al forjado, que incluye normalización, recocido, temple y revenido, se utiliza para aliviar la tensión residual y establecer el perfil de dureza y tenacidad deseado. El ciclo específico se selecciona en función del grado de la aleación y los requisitos de propiedades mecánicas de la aplicación final.
Mecanizado e Inspección
La mayoría de las piezas forjadas en caliente requieren un mecanizado de acabado para lograr tolerancias dimensionales estrictas en las superficies de apoyo, los orificios y las características roscadas. Los centros de torneado CNC y centros de mecanizado eliminan material con alta precisión. La inspección final incluye medición dimensional, pruebas de dureza, pruebas ultrasónicas para detectar defectos internos y evaluación de la calidad de la superficie antes del embalaje y envío.
Ventajas clave de la forja en caliente sobre otros métodos
La forja en caliente compite con la fundición, la forja en frío y el mecanizado a partir de barras sólidas en muchos espacios de aplicación. La siguiente tabla resume dónde la forja en caliente tiene una clara ventaja.
| Factor de comparación | Forja en caliente | fundición | Mecanizado desde barra |
|---|---|---|---|
| Estructura del grano | Refinado, direccional | Grueso, aleatorio | Como laminado |
| Resistencia a la tracción | Alto | moderado | moderado |
| Riesgo de porosidad | muy bajo | Alto | Bajo |
| Utilización de materiales | Alto | moderado | Bajo (high scrap) |
| Costo de herramientas | moderado to high | moderado | Bajo |
| Costo unitario en volumen | Bajo | Bajo to moderate | Alto |
Uno de los beneficios más importantes, aunque a menudo pasado por alto, de la forja en caliente es la creación de flujo continuo de grano que sigue el contorno de la pieza. Esta estructura de grano direccional mejora drásticamente la vida útil a la fatiga y la resistencia al impacto, propiedades que son esenciales para los componentes sujetos a cargas cíclicas o fuerzas de choque en servicio.
Materiales comunes utilizados en la forja en caliente
La forja en caliente es compatible con una amplia gama de aleaciones ferrosas y no ferrosas. La selección del material depende de los requisitos mecánicos, el entorno operativo y los objetivos de costos de la aplicación.
- Aceros al carbono (p. ej., AISI 1035, 1045): Ampliamente utilizado para piezas estructurales de uso general y componentes de transmisión debido a su buena forjabilidad y rentabilidad.
- Aceros aleados (p. ej., 42CrMo4, 40Cr): Preferido para aplicaciones de alta tensión que requieren mayor resistencia, tenacidad y templabilidad después del tratamiento térmico.
- Aceros inoxidables (p. ej., 304, 316, 17-4PH): Seleccionado para componentes que requieren resistencia a la corrosión, particularmente en equipos de manipulación de fluidos y procesamiento de químicos.
- Aleaciones de titanio y aluminio: Se utiliza en aplicaciones automotrices aeroespaciales y sensibles al peso donde la relación resistencia-peso es primordial.
- Superaleaciones a base de níquel: Reservado para entornos de temperaturas extremas, como los componentes de motores de turbinas de gas.
La ventana de temperatura de forjado debe controlarse con precisión para cada aleación. El sobrecalentamiento puede causar crecimiento u oxidación del grano, mientras que el subcalentamiento aumenta el desgaste del troquel y aumenta el riesgo de agrietamiento.
Aplicaciones industriales de componentes forjados en caliente
Las propiedades mecánicas que se pueden lograr mediante la tecnología de procesamiento de forjado en caliente la convierten en la ruta de fabricación preferida para piezas críticas para la seguridad y el rendimiento en múltiples industrias.
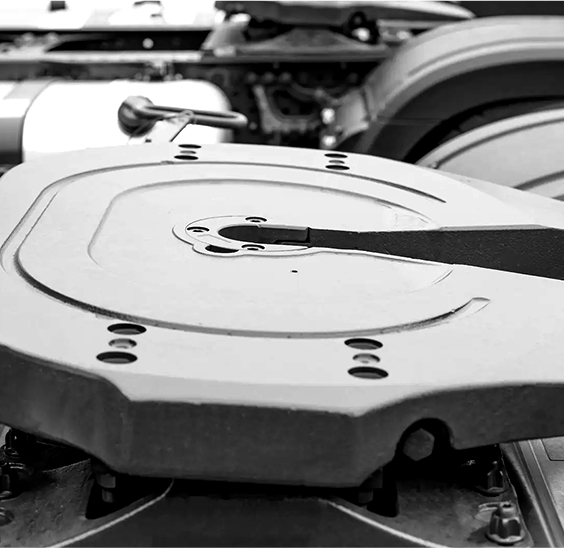
Vehículos automotrices y comerciales
La forja en caliente domina la producción de componentes de tren motriz y chasis. Forjas para sistemas de transmisión de vehículos. (incluidos engranajes, ejes, bridas y yugos) deben mantener la estabilidad dimensional y resistir la fatiga bajo millones de ciclos de carga. El forjado en caliente ofrece la integridad del grano y la relación resistencia-peso que exigen estos componentes. Las quintas ruedas y los componentes de los asientos de tracción para camiones pesados son aplicaciones igualmente exigentes en las que las fallas del material no son aceptables.
Maquinaria de construcción e ingeniería
Forjas de maquinaria de ingeniería. se utilizan ampliamente en excavadoras, grúas, cargadoras y equipos de construcción de carreteras. Estos componentes soportan cargas dinámicas elevadas, entornos operativos abrasivos y fuerzas de choque significativas. La forja en caliente proporciona la densidad estructural y la dureza necesarias para cumplir con las expectativas de vida útil de este sector.
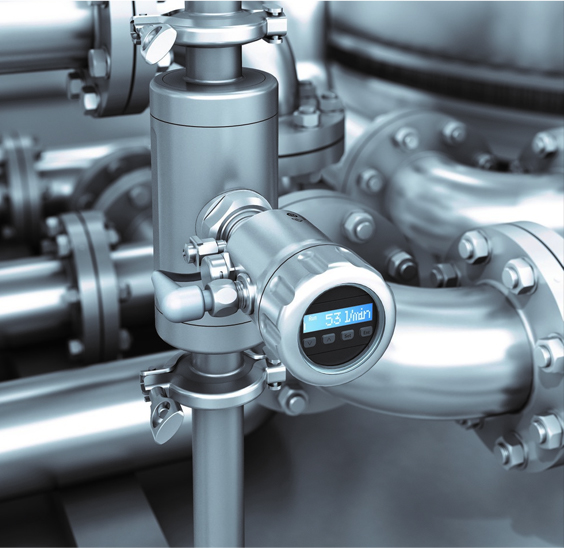
Sistemas de fluidos y bombas
Los cuerpos de válvulas, las carcasas de bombas y los componentes de control de flujo se benefician del forjado en caliente porque el proceso elimina la porosidad interna que afecta a las piezas fundidas. En sistemas de fluidos a alta presión, incluso una porosidad menor puede propagarse hacia las grietas bajo una carga de presión cíclica. Los componentes de fluidos forjados ofrecen una resistencia superior a las fugas e intervalos de servicio más largos en comparación con las alternativas de fundición.
Instrumentación Industrial y Energía
Precisión componentes forjados se encuentran en instrumentación industrial, infraestructura de petróleo y gas y equipos de generación de energía. La capacidad de forjar acero inoxidable y aleaciones de níquel amplía la aplicabilidad del proceso a condiciones de servicio corrosivas y de alta temperatura.
Control de calidad en la fabricación de forja en caliente
Producir piezas forjadas en caliente que cumplan constantemente las especificaciones requiere un sistema de calidad integrado en toda la cadena de producción, no solo en la inspección final. Los principales fabricantes integran las siguientes medidas de control:
- Verificación de material entrante: Análisis de composición química y pruebas de dureza en cada calor entrante de materia prima antes de que entre en producción.
- Monitoreo de temperatura del horno: Medición continua de termopares y registro de datos para garantizar que las palanquillas alcancen y mantengan la temperatura objetivo sin exceder los límites superiores.
- Verificaciones dimensionales del primer artículo y durante el proceso: Coordine la inspección de la máquina de medición (CMM) en la configuración del troquel y en intervalos de producción regulares para detectar el desgaste de las herramientas de manera temprana.
- Ensayos no destructivos (END): Pruebas ultrasónicas e inspección de partículas magnéticas para detectar huecos, vueltas o costuras internas que no son visibles en la superficie.
- Verificación de propiedades mecánicas: Pruebas de tracción, rendimiento, alargamiento y energía de impacto en muestras forjadas extraídas de cada lote de producción.
- Trazabilidad: Trazabilidad completa del material y del proceso, desde el número de calor de la palanquilla en bruto hasta la pieza terminada, lo que permite un análisis rápido de la causa raíz en caso de un problema de campo.
Estándares de garantía de calidad en un fabricante de forja capaz debe alinearse con marcos reconocidos internacionalmente, como IATF 16949 para cadenas de suministro automotrices o ISO 9001 para aplicaciones industriales generales. El cumplimiento constante de estos estándares es lo que separa a los proveedores confiables de forja de aquellos cuyo desempeño de calidad es impredecible en todas las series de producción.
El costo a largo plazo de una falla de calidad en componentes forjados (reclamaciones de garantía, reemplazos en el campo y daños a la reputación) excede con creces cualquier ahorro a corto plazo proveniente de relajar los estándares de inspección. Por lo tanto, seleccionar un fabricante con un sistema de calidad documentado y auditable es tan importante como evaluar la capacidad de su prensa y su capacidad de material.












Nuestros productos implican principalmente la producción de componentes forjados para la industria automotriz, la industria de maquinaria de construcción, la industria de instrumentación industrial y la industria de equipos de fluidos. Forjando fabricantes de piezas y proveedores de soluciones de componentes forjados en China.
Enlaces rápidos
Enlaces de productos
Contáctenos
-
Address:No. 5 Junrong Road, Daitou Town, Liyang City, Provincia de Jiangsu, China
-
Tel:+86-18112316383
