




Noticias

Análisis de las características del proceso de forja
 2025.01.07
2025.01.07
 Noticias de la industria
Noticias de la industria
Análisis de las características del proceso de forja
Mejora de la estructura interna de los metales: después de la forja y la deformación en caliente, las dendritas gruesas originales o los cristales columnares se transforman en estructuras recristalizadas más finas y de tamaño uniforme debido a la deformación y la recristalización. Al mismo tiempo, los defectos como la porosidad, la solidez y las grietas en el lingote se soldan a través de la falsificación,
Generación de líneas de flujo de metal: las impurezas dentro del metal se distribuyen en un patrón similar a la banda a lo largo de la dirección principal de la extensión del metal durante la deformación, dejando trazas de flujo de metal en la forja. La estructura metálica deformada de esta manera tiene una cierta direccionalidad, y la estructura con distribución regular y direccional de impurezas en el metal se llama "estructura fibrosa", generalmente denominada línea de flores.
Mejora de las propiedades mecánicas de los metales, afectando el índice de plasticidad del acero.
Diferencias del casting
Buenas propiedades mecánicas
En comparación con la fundición, durante el proceso de forja, el metal sufre múltiples deformaciones plásticas, lo que resulta en una estructura más densa y mejores propiedades de resistencia mecánica y de corrosión que la fundición.
Alta tasa de rendimiento
El proceso de fundición implica verter metal fundido en un molde y permitir que se enfríe y se solidifique para obtener la forma deseada de la pieza de trabajo. La estructura interna de la pieza de trabajo del proceso de fundición es relativamente floja, con defectos como los poros, y la tasa de rendimiento es baja, aproximadamente 70% -80%, que es mucho más baja que la del proceso de forja.
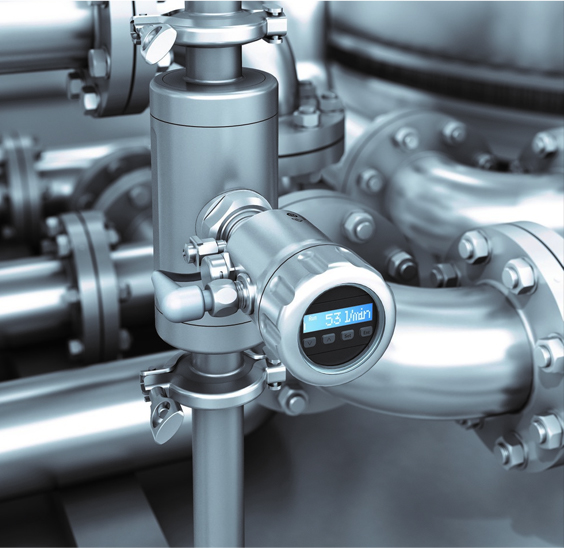
CONSEJOS: En los últimos años, debido a las propiedades mecánicas de la tecnología de forja, muchos productos, especialmente los instrumentos de medición de presión en entornos hostiles, se han cambiado de piezas de fundición a perdidas debido a la estructura suelta de las piezas de fundición, lo que a menudo conduce a lecturas inexactas causadas por la presión. According to NYCT tests, A350 LF2 material is forged at a temperature of 20 ℃, with a yield Reh ≥ 250N/mm2, a tensile Rm ≥ 485-655N/mm2, an elongation rate of ψ ≥ 30%, a shrinkage rate of A ≥ 30%, a temperature of -46 ℃, and an average AKV of 16J in the impact test of 20J in the quenched and estado templado.
Clasificación por dispositivo
La falsificación libre, también conocida como forja libre, es un método de forja en el que se coloca un tocho de metal calentado entre los yunques superiores e inferiores de un equipo de forja libre para forja, y la deformación del metal es controlada por un herrero para obtener una pieza forjada. Adecuado para una sola pieza y producción de lotes pequeños. Según los diferentes equipos utilizados, se puede dividir en tres tipos: forja sin manual, forja sin martillo y forja sin prensa hidráulica. La falsificación del modelo, también conocida como forja de die, es el proceso de forjar el chatarra de metal calentado a través de un equipo de forjado seco fijo para restringir la deformación del metal y obtener las parlotes que se ajustan a la forma de la cámara del troquel. Adecuado para la producción a gran escala. Según los diferentes equipos utilizados, se puede dividir en forjado de martillo y presionar la falsificación. Forging Die en Máquinas de prensa se divide en dos tipos: Forjado de die Spiral Press y Forjes de Die Die Die.
La fugación de die, también conocida como forja de neumáticos, es un método de deformación entre la falsificación libre y la falsificación de troqueles. Implica forjar un tocho de metal calentado utilizando un método de forja libre a través de un troquel de neumáticos que no está fijado al equipo de forja libre. Adecuado para la producción en masa en forja. Forjado especial: es un proceso de forjado que da forma a palanquillas de metal en equipos especializados o en moldes especiales. Como forja plana, rodillo de cuña cruzada, rodaje de swing, etc.


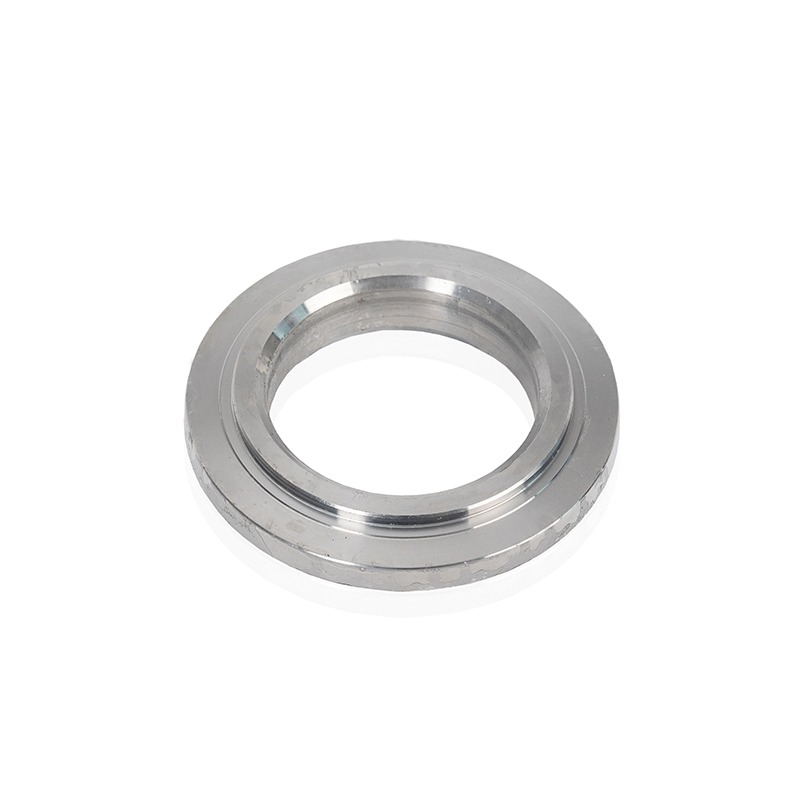



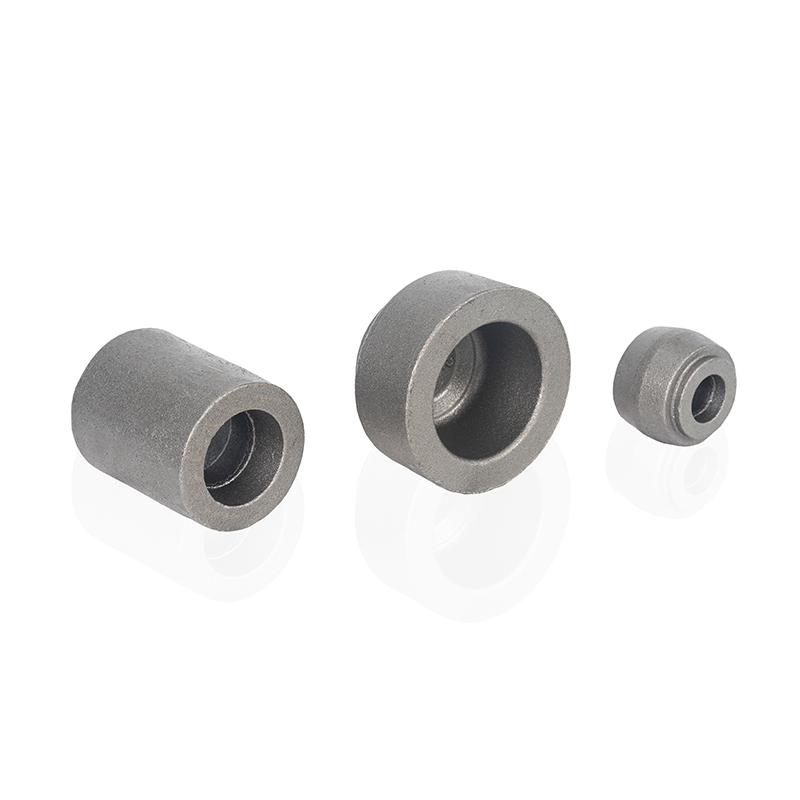





Nuestros productos implican principalmente la producción de componentes forjados para la industria automotriz, la industria de maquinaria de construcción, la industria de instrumentación industrial y la industria de equipos de fluidos. Forjando fabricantes de piezas y proveedores de soluciones de componentes forjados en China.
Enlaces rápidos
Enlaces de productos
Contáctenos
-
Address:No. 5 Junrong Road, Daitou Town, Liyang City, Provincia de Jiangsu, China
-
Tel:+86-18112316383
