




Noticias
 Hogar / Noticias / Noticias de la industria / Pruebas metalúrgicas de forja: métodos, estándares y control de calidad
Hogar / Noticias / Noticias de la industria / Pruebas metalúrgicas de forja: métodos, estándares y control de calidad Pruebas metalúrgicas de forja: métodos, estándares y control de calidad
 2026.04.17
2026.04.17
 Noticias de la industria
Noticias de la industria
¿Qué son las pruebas metalúrgicas en la forja?
Las pruebas metalúrgicas en forja son un proceso sistemático de evaluación de las propiedades físicas, químicas y estructurales de los componentes metálicos forjados para verificar que cumplan con los requisitos definidos de rendimiento y seguridad. A diferencia de las piezas fundidas o mecanizadas, las forjadas sufren una intensa deformación mecánica bajo calor y presión, un proceso que remodela fundamentalmente la estructura granular interna del metal. Esto hace que las pruebas metalúrgicas no sean sólo una formalidad de calidad, sino una necesidad crítica de ingeniería.
Durante el proceso de forja, variables como la temperatura, la presión del troquel, la tasa de deformación y el enfriamiento posterior a la forja pueden influir en las propiedades finales de una pieza. Incluso pequeñas desviaciones en estos parámetros pueden introducir tensiones internas, debilidades en los límites de grano o inconsistencias químicas. que son invisibles a simple vista pero capaces de causar fallas en los componentes bajo cargas operativas. Las pruebas metalúrgicas proporcionan herramientas analíticas para detectar estos problemas de manera temprana, antes de que una pieza llegue al campo.
Para los fabricantes e ingenieros de adquisiciones que obtienen componentes forjados para aplicaciones exigentes, comprender qué cubren las pruebas metalúrgicas (y con qué rigor las aplica un proveedor) es un indicador clave de la confiabilidad del producto a largo plazo.
Métodos clave de prueba metalúrgica para piezas forjadas
Las pruebas metalúrgicas para piezas forjadas abarcan varias disciplinas distintas, cada una de las cuales apunta a un aspecto diferente del rendimiento del material. Las tres categorías fundamentales son pruebas mecánicas, análisis de composición química y examen de microestructura.
Pruebas mecánicas
Las pruebas mecánicas evalúan cómo se comporta un componente forjado bajo fuerzas aplicadas: el indicador más directo del rendimiento en el mundo real. Los métodos principales incluyen:
- Pruebas de tracción: Mide el límite elástico, la resistencia máxima a la tracción, el alargamiento y la reducción de área. Estos valores confirman si un material puede soportar cargas operativas sin deformación o fractura permanente.
- Prueba de dureza: Utilizando escalas Brinell (HB) o Rockwell (HRC), las pruebas de dureza evalúan la resistencia de un material a la indentación de la superficie, un indicador de la resistencia al desgaste y la idoneidad después del tratamiento térmico.
- Prueba de impacto Charpy: Evalúa la tenacidad midiendo cuánta energía absorbe un material durante una fractura repentina. Crítico para componentes expuestos a cargas de choque o ambientes de baja temperatura.
- Prueba de flexión: Evalúa la ductilidad y la presencia de grietas superficiales después de una operación de flexión controlada, particularmente relevante para forjados estructurales.
Análisis de composición química
La composición elemental de un material de forja gobierna directamente su templabilidad, soldabilidad y resistencia a la corrosión. La espectroscopia de emisión óptica (OES) es el método estándar de la industria para verificar que el contenido de la aleación, incluidos carbono, manganeso, cromo, níquel y molibdeno, esté dentro de las especificaciones. La química fuera de especificación puede hacer que el tratamiento térmico sea ineficaz , socavando un lote de producción completo independientemente de qué tan bien se ejecutó el proceso de forjado.
Análisis de microestructura y metalografía.
El examen metalográfico utiliza microscopía óptica y microscopía electrónica de barrido (SEM) para evaluar la estructura del grano interno de una forja. Los parámetros clave evaluados incluyen el tamaño del grano (normalmente según ASTM E112), la distribución de fases, el contenido de inclusiones y la presencia de anomalías microestructurales como bandas, descarburación o formación inadecuada de martensita después del enfriamiento. Estos hallazgos revelan si los procesos de trabajo en caliente y tratamiento térmico se controlaron adecuadamente durante todo el ciclo de producción.
Técnicas de ensayos no destructivos (END)
Mientras que las pruebas destructivas consumen una muestra de prueba para generar datos, los métodos de pruebas no destructivas (END) inspeccionan una pieza forjada sin alterarla ni dañarla, lo que hace que las END sean indispensables para el control de calidad a nivel de producción y la inspección en servicio.
| Método END | Objetivo de detección | Más adecuado para |
|---|---|---|
| Pruebas ultrasónicas (UT) | Grietas internas, huecos, inclusiones. | Forjados de sección grande o compleja |
| Pruebas de partículas magnéticas (MT) | Discontinuidades superficiales y cercanas a la superficie. | Aceros ferromagnéticos al carbono y aleados. |
| Pruebas de líquidos penetrantes (PT) | Defectos superficiales abiertos | Acero inoxidable y piezas forjadas no ferrosas. |
| Inspección Visual (VT) | Desviaciones dimensionales, irregularidades superficiales. | Todas las piezas forjadas, como control de referencia. |
Las pruebas ultrasónicas son especialmente valoradas para piezas forjadas utilizadas en aplicaciones estructurales de alta tensión, ya que pueden detectar fallas internas a profundidades inalcanzables mediante métodos superficiales. Las pruebas de partículas magnéticas y líquidos penetrantes sirven como comprobaciones de superficie complementarias que confirman la ausencia de vueltas de forjado, cierres en frío o grietas de enfriamiento introducidas durante el procesamiento térmico.
Estándares y certificaciones que rigen las pruebas de forja
Las pruebas metalúrgicas de forja no ocurren en el vacío; están enmarcadas por estándares reconocidos internacionalmente que definen procedimientos de prueba aceptables, rangos de propiedades aceptables y requisitos de documentación. El cumplimiento de estos estándares es lo que transforma los resultados de las pruebas internas en evidencia de calidad verificable y aceptada por el cliente.
Los marcos más referenciados incluyen:
- Normas internacionales ASTM (por ejemplo, ASTM A788 para piezas forjadas de acero, ASTM E8 para pruebas de tracción, ASTM E23 para impacto Charpy) rigen la mayoría de los procedimientos de pruebas mecánicas y químicas en las cadenas de suministro industriales globales.
- Norma ISO 9001:2015 establece los requisitos del sistema de gestión de calidad dentro del cual operan los programas de pruebas, asegurando la trazabilidad, el control de documentos y la mejora continua.
- Especificaciones específicas del cliente Los fabricantes de equipos originales en los sectores de maquinaria de ingeniería y automoción a menudo imponen requisitos adicionales además de los estándares básicos, incluida la trazabilidad obligatoria del número de calor, planes de muestreo de lotes e informes de prueba certificados (CTR).
Para los equipos de adquisiciones, la capacidad de un proveedor para proporcionar documentación de prueba alineada con estos estándares (no solo registros de inspección informales) es una medida fundamental de la madurez del aseguramiento de la calidad. Mira como Prácticas de garantía de calidad para componentes forjados. están estructurados en un sistema de producción completo.
Cómo encajan las pruebas metalúrgicas en la cadena de producción de forja
Las pruebas metalúrgicas efectivas no son un único punto de control al final de la línea: están integradas en múltiples etapas de la cadena de producción de forjado para detectar desviaciones lo antes posible y al menor costo posible.
- Inspección entrante de materia prima: Antes de comenzar cualquier forjado, se verifica la composición química de los tochos y barras entrantes utilizando OES. Las certificaciones de las fábricas se cotejan con las especificaciones de compra y en esta etapa se rechaza cualquier calentamiento que no cumpla con las especificaciones.
- Comprobaciones dimensionales y de dureza durante el proceso: Durante y después de la forja, las comprobaciones puntuales de dureza y las mediciones dimensionales confirman que la forja se está desarrollando como se esperaba antes de proceder al tratamiento térmico.
- Pruebas mecánicas post-tratamiento térmico: Después del enfriamiento, revenido o normalización, se mecanizan muestras de tracción y de impacto Charpy a partir de cupones de prueba forjados junto con el lote de producción. Estas muestras se prueban destructivamente para certificar el perfil de propiedades mecánicas del lote.
- Verificación de microestructura: Las secciones transversales metalográficas se preparan y examinan bajo microscopía óptica para confirmar que el tamaño del grano y la estructura de fase cumplen con las especificaciones, un paso particularmente crítico para las piezas forjadas cementadas o endurecidas por inducción.
- END final e inspección visual: Antes del embalaje, las piezas forjadas se someten a escaneo ultrasónico y END superficial para descartar cualquier defecto introducido durante el mecanizado o el procesamiento térmico.
Este enfoque de varias etapas garantiza que los defectos se identifiquen en el punto de origen. , lo que reduce la chatarra, los costos de retrabajo y el riesgo de que piezas no conformes lleguen a las operaciones de ensamblaje posteriores. Una cadena de producción que cubra el procesamiento de moldes, la forja, el tratamiento térmico, el mecanizado y la inspección dentro de una sola instalación ofrece ventajas particulares: elimina las transferencias entre instalaciones donde la trazabilidad puede verse comprometida.
Aplicaciones: industrias que dependen de piezas forjadas probadas
Lo que está en juego en las pruebas metalúrgicas varía considerablemente según la aplicación, y las industrias que dependen de piezas forjadas de precisión se encuentran entre las más exigentes de la fabricación mundial.
Sistemas de transmisión automotriz
Los componentes dentro del tren motriz de un vehículo (engranajes en blanco, ejes forjados, anillos sincronizadores) operan bajo cargas cíclicas continuas y deben mantener tolerancias dimensionales precisas durante toda la vida útil de un vehículo. Cualquier debilidad del material identificada mediante pruebas de tracción o fatiga en la etapa de fabricación previene fallas catastróficas en el campo que tendrían consecuencias tanto para la seguridad como para la garantía. Explora la gama de Piezas forjadas con precisión para sistemas de transmisión de vehículos. Fabricado según rigurosas especificaciones mecánicas.
Maquinaria de Ingeniería y Construcción
Los brazos de excavadora, los componentes de los cilindros hidráulicos y los eslabones de las orugas están sujetos a golpes, abrasión y condiciones ambientales extremas. Para estas piezas, las pruebas de impacto Charpy a bajas temperaturas y la uniformidad de la dureza después del tratamiento térmico son puertas de calidad no negociables. Soluciones de forja de maquinaria de ingeniería. que se someten a una verificación metalúrgica completa garantizan un tiempo de actividad confiable en los equipos implementados en el campo.
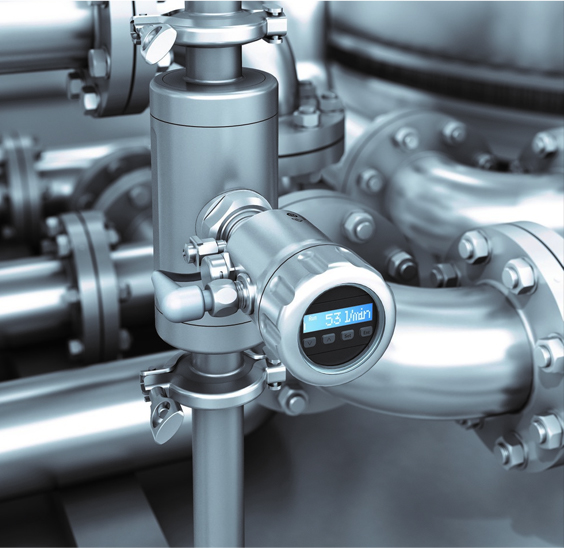
Sistemas de válvulas y bombas de fluidos
En el manejo de fluidos industriales, los cuerpos de bombas y carcasas de válvulas forjados deben resistir la presión interna, los medios corrosivos y los ciclos térmicos. Pruebas de composición química y verificación de resistencia a la corrosión. son particularmente críticos aquí, especialmente para las piezas forjadas de acero inoxidable utilizadas en procesamiento químico o ambientes marinos. Más información sobre forjas de válvula de bomba de fluido Diseñado para ambientes exigentes de presión y corrosión.
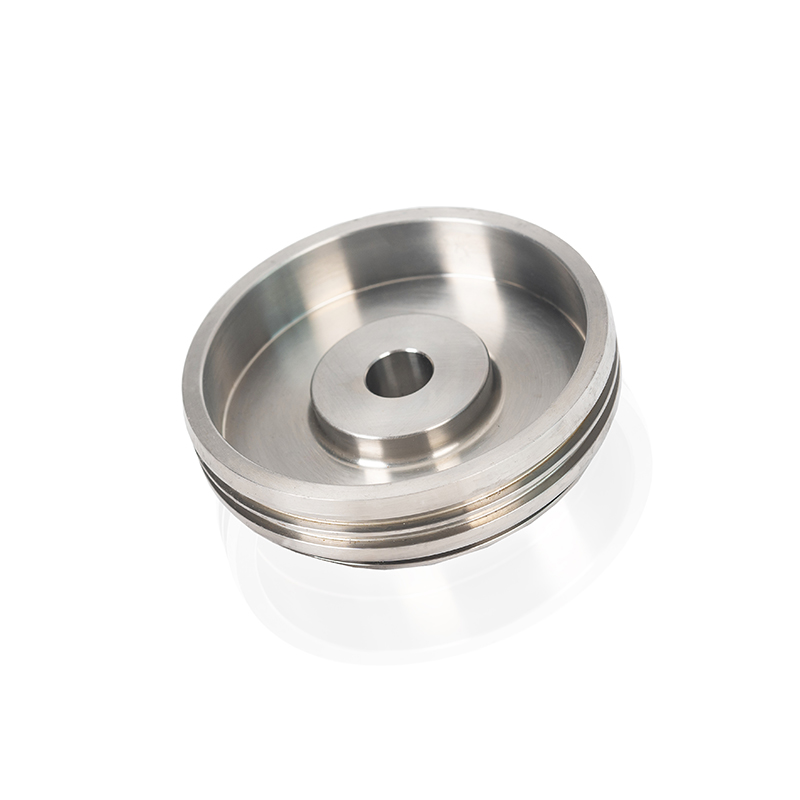
Instrumentación Industrial
Las piezas forjadas más pequeñas y con tolerancias más estrictas utilizadas en instrumentos de medición y control exigen una consistencia dimensional e integridad superficial excepcionales. El mapeo de microdureza y la inspección metalográfica a escala fina garantizan que las propiedades del material de estos componentes compactos sean uniformes en toda su sección transversal, un requisito que las pruebas mecánicas masivas por sí solas no pueden satisfacer completamente.











Nuestros productos implican principalmente la producción de componentes forjados para la industria automotriz, la industria de maquinaria de construcción, la industria de instrumentación industrial y la industria de equipos de fluidos. Forjando fabricantes de piezas y proveedores de soluciones de componentes forjados en China.
Enlaces rápidos
Enlaces de productos
Contáctenos
-
Address:No. 5 Junrong Road, Daitou Town, Liyang City, Provincia de Jiangsu, China
-
Tel:+86-18112316383
